Касиба
Участник
-
Зарегистрирован
-
Посещение
Весь контент Касиба
-
Надфилем я делаю обдирочные операции, кода надо сделать форму. Так надежней. Да и металл не нагревается. Надфили у меня разные: обдирочные доводочные и личные, когда надо очень точно выдержать форму и сделать как можно меньше риски от обработки. Лежит на верстаке с десятка два их и выбираю какой применить для обработки. На станке конечно хорошо обрабатывать и быстро если форма сперва не так сильно важна. Бывает, что надо много снять металла с накожниц когда производитель сделает из инструмента одоробло не приспособленное для работы. Постоянно придумываешь как их сделать так чтобы им нормально работали. Для этого нужен опыт и чувство формы инструмента. Да, были ситуации когда клиенту надо было быстро заточить инструмент. Но как ни крути, качество требует времени особенно на чистовых и финишных операциях.
-
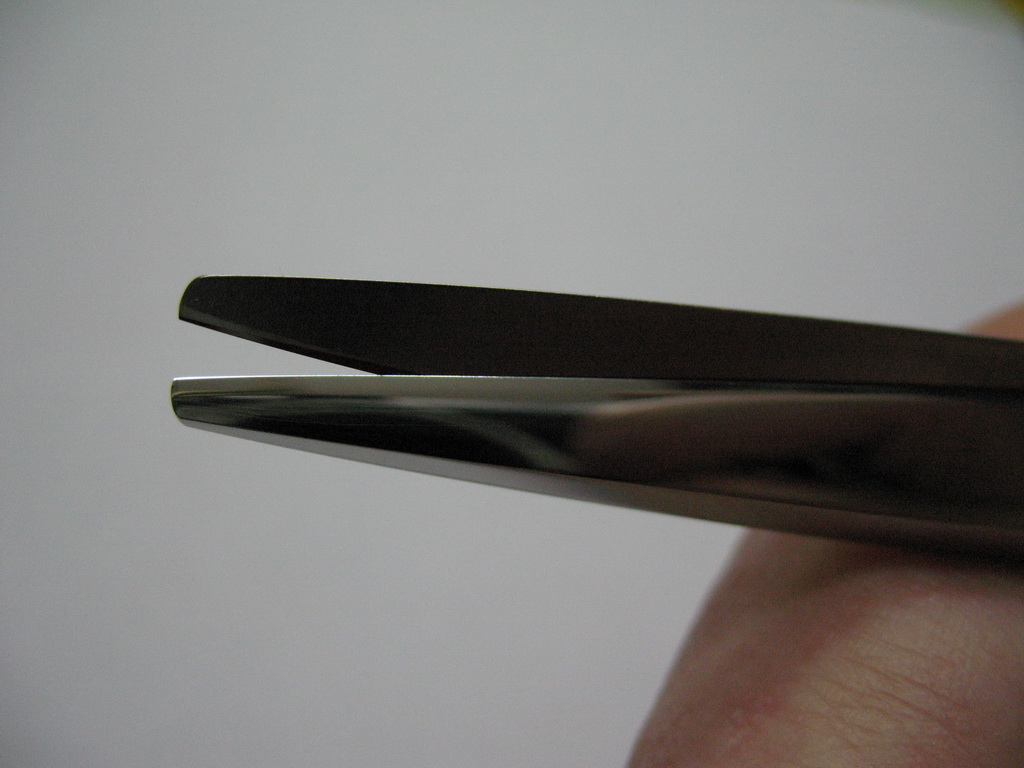
Я накожницы без бриспособ делаю, все вручную. Пытался на станках делать так меня клиентки мучали, то тянут... или рвут, цепляют и т.д. Один раз в салон пять раз бегал пока сделал накожницы. Столько сточил с них на станке из-за неопытности. Решил по другому делать их. Через пол-года практики нашел единственный способ обработки внутренней поверхности накожниц. Его использую до сих пор. Переднюю поверхность (внутренняя поверхность накожниц) делаю вогнутой и немного скрученной. Это позволяет резать кутикулу легче на кончиках.
-
Валерий Анатольевич, Спасибо за фото! Работа аккуратная, довольно неплохо! Поначалу можно применить. Только проблема в том, что по задней поверхности РК будет выдавлена заусенца на поверхность поддержки, если их вот так обрабатывать по передней поверхности. К тому же, не стоит их вот так обрабатывать по передней поверхности ... вообще не стоит - только править. Металл на ножницах надо беречь! Ножницы вот так не должны лежать на отвертке это - недопустимо! Никогда так не делайте. Не стоит уповать на свою аккуратность в этом деле или ловкость. Случайно выскочат из рук и плати зелень наличными из своего кармана. Любое прикосновение к РК оставит следы на ней, и всю работу можно похерить. Ложить их можно на мягкое или подкладывать мягкий материал. Поверхность поддержки не показали, там самое интересное! Что от неё осталось?
-
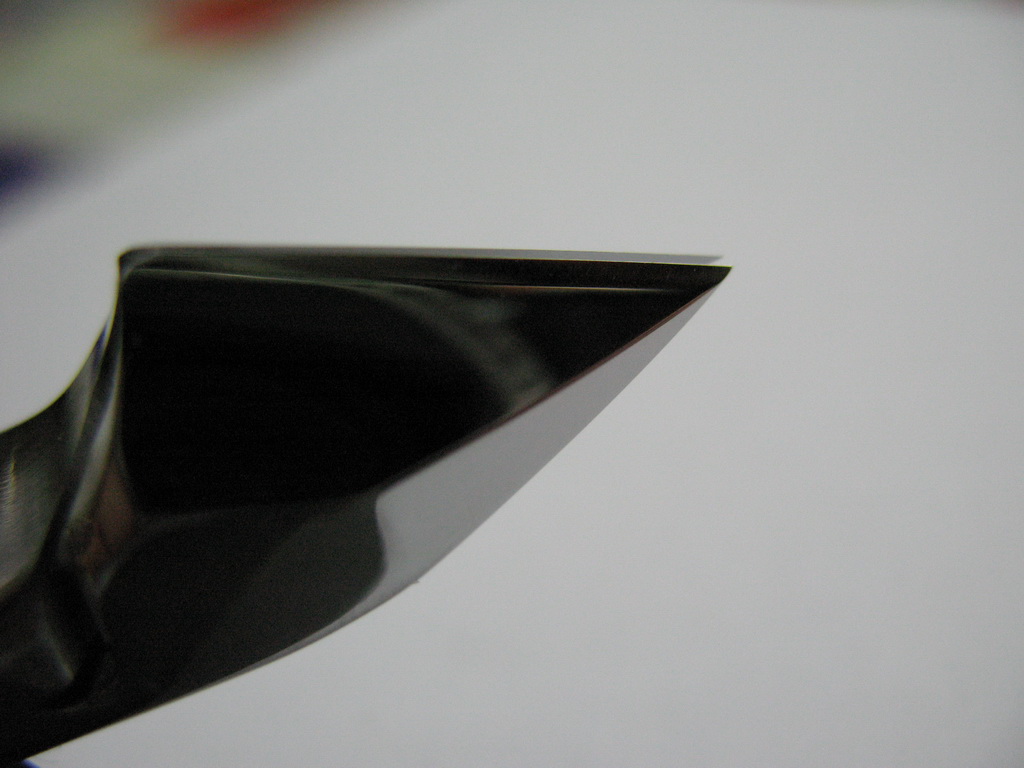
Сергей, привет! Накожницы по передней поверхности на станке заточил? Виден прижог передней поверхности на кончиках, 1 и 4 фото. Опасная вещь... Так металл отпускается и твердость снижается...
-
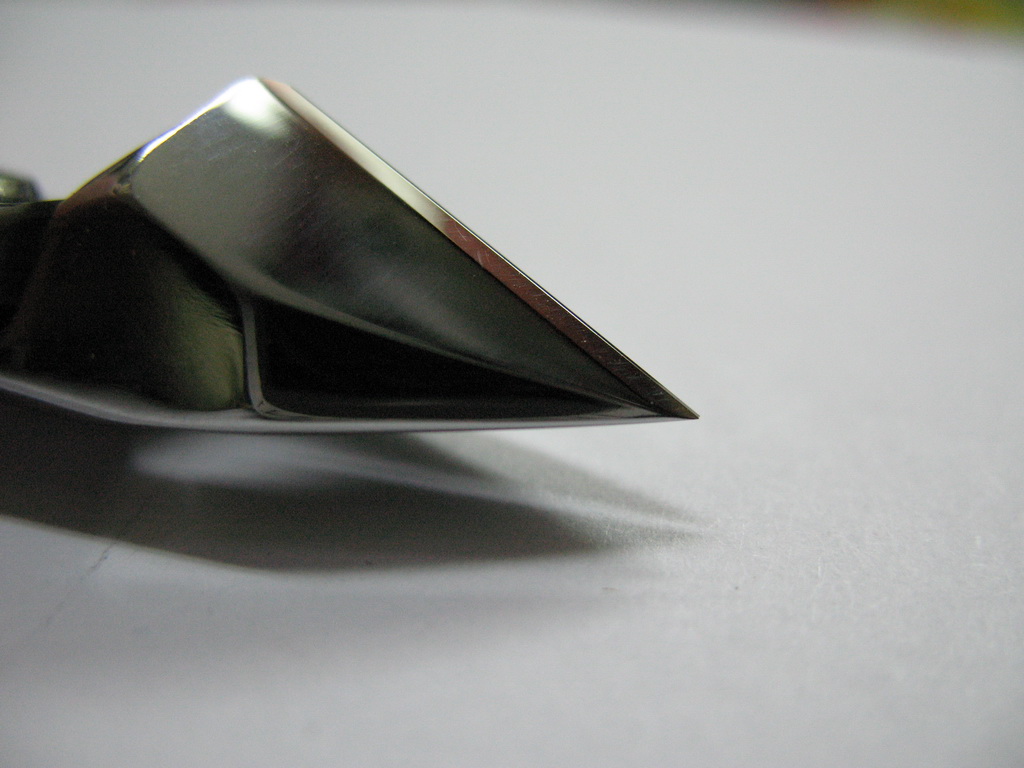
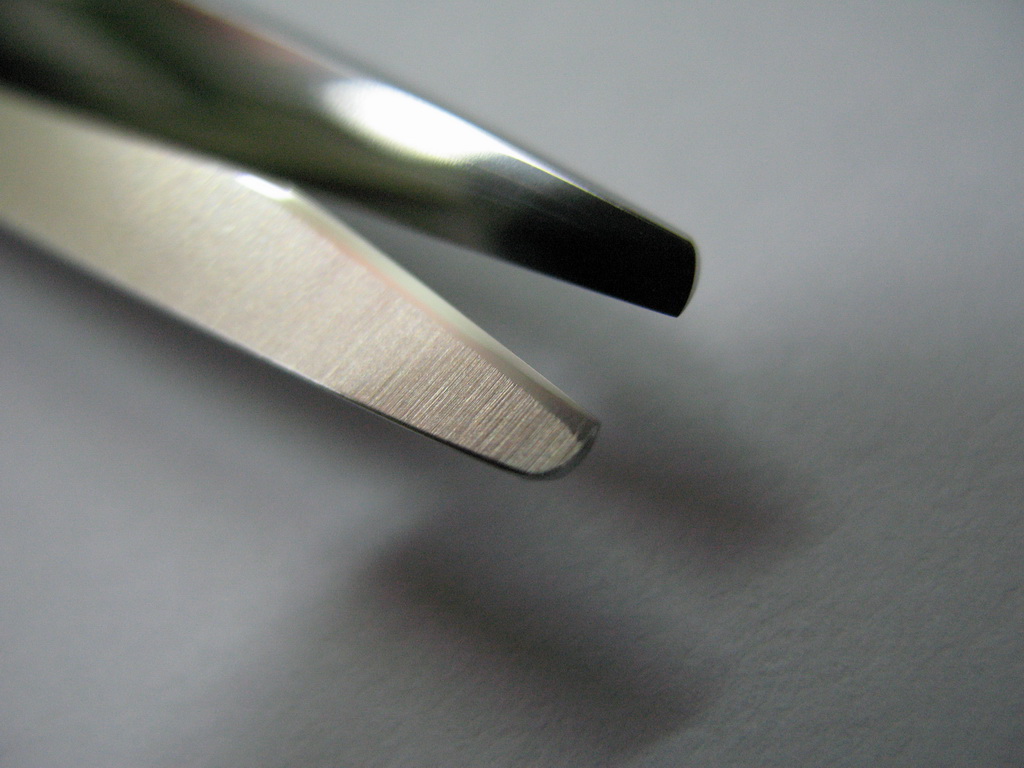
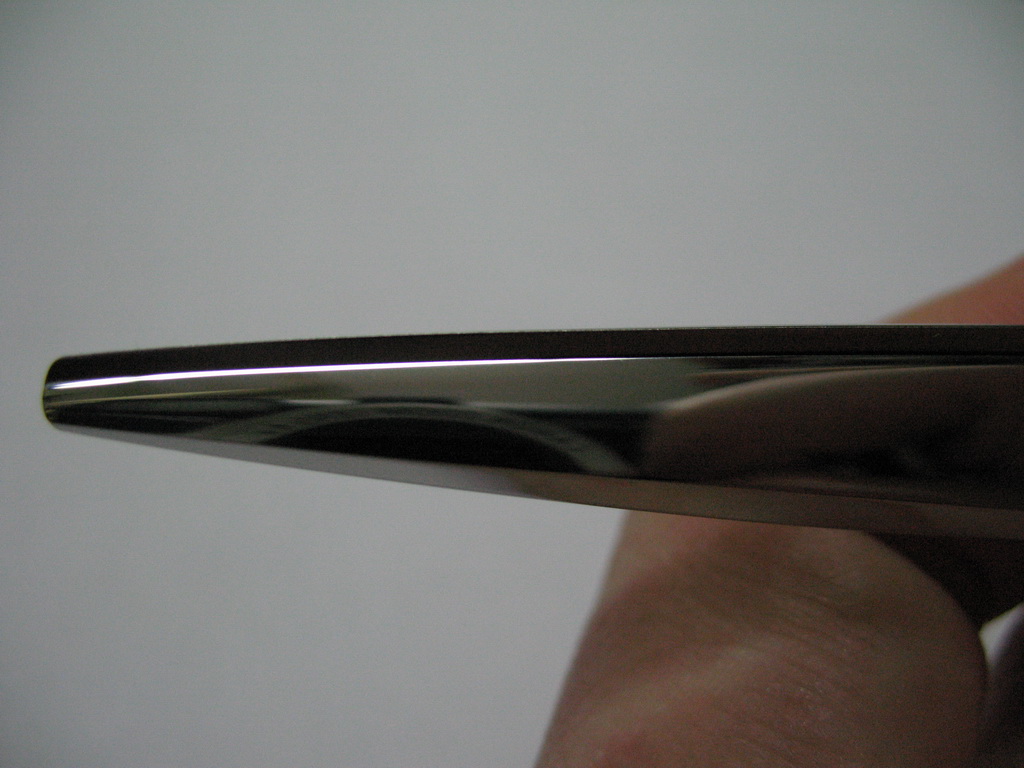
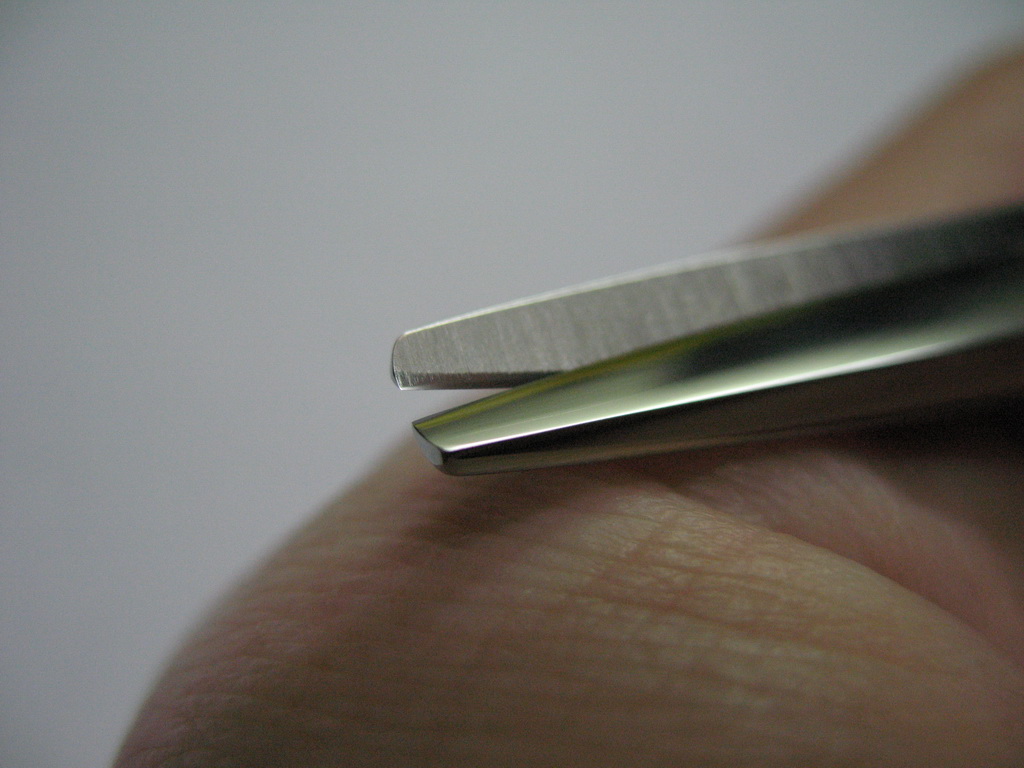
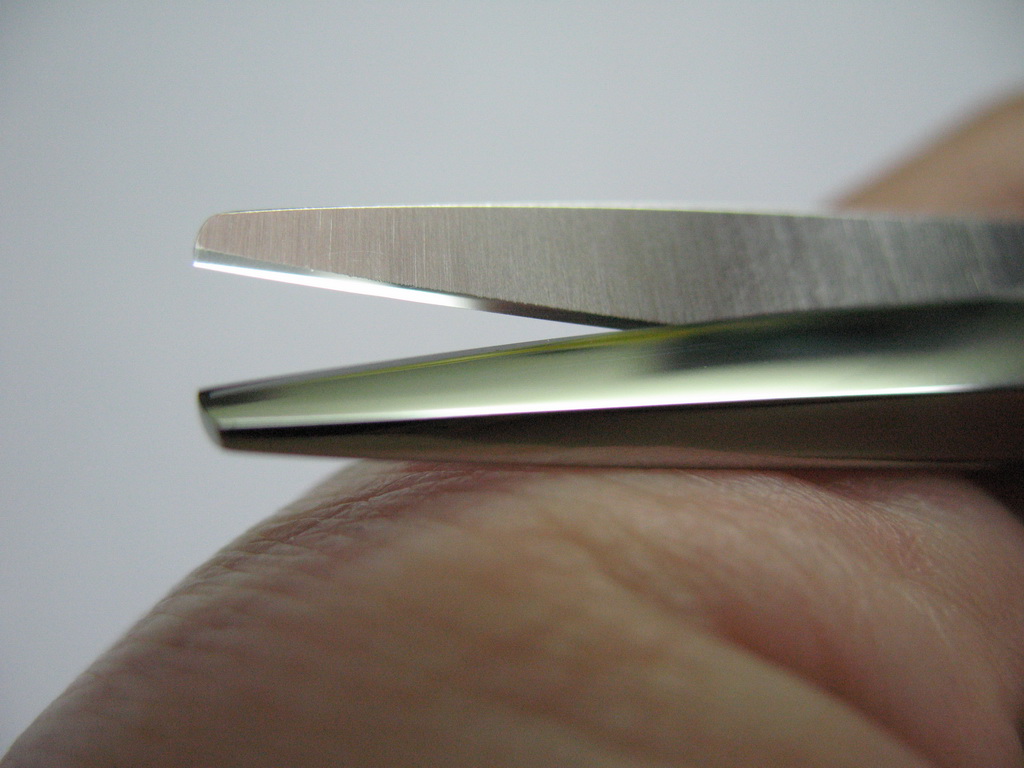
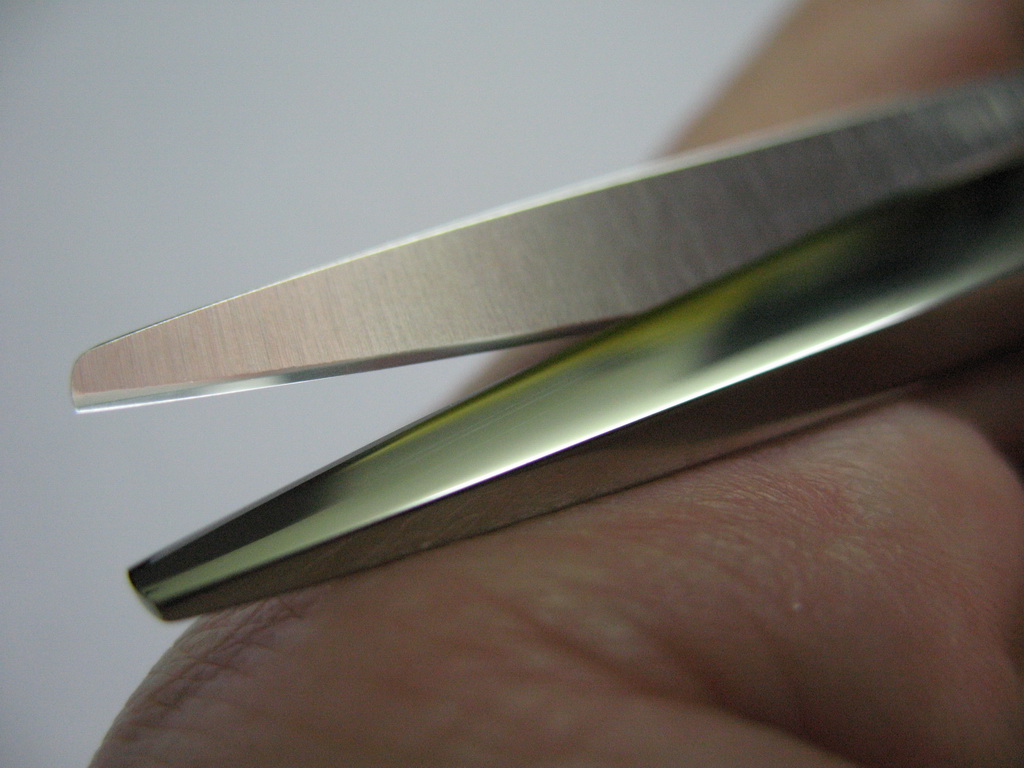
Саша, привет! Спасибо за отзыв и за пожелания! Скоро буду делать правку прямых и филировочных ножниц Про-лайн. Я уже делал их год назад. Теперь для них буду применять новую технику доводки, как это делаю для ножниц Кашо и Джовелл. Фото размещу позже. Так же принесли новые могилевские, прямые ножницы. Они для меня уже, как нечто архаичное... Их фото тоже размещу. Юра, привет! Ту фаску о которой я упоминал имеет ширину всего 0,25 мм. Её хорошо видно на 10, 11 и 12 фото. Она в виде тонкой светлой полоски на РК. Я очень долго ломал голову как её сделать и к тому же, чистота её поверхности должна быть зеркальной, 13-14 класс чистоты. Не допускается завалов поверхности фаски на РК. Кончики накожниц должны идеально совпадать, иметь одинаковую толщину и быть тщательно заполированы. От этого зависит их стойкость, так как они являются самой нагружаемой частью в месте для реза.
-
Сегодня переделал накожницы те, что в 625 посте были http://parikmaher.net.ru/index.php?showtop...ost&p=25148 Делал их около 8 часов, две штуки. Вот их фото в новом виде. Сталь 95Х18 и очень твердая. Это уже не ширпотреб, типа Зингер - сталь мягкая как пластилин. Все поверхности полность выводил вручную. На некоторых фото видна светлая, тоненькая полоска фаски с внешней стороны РК (задняя поверхность). Она придает жесткости и износостойкости РК. Ювелирная работа.













-
Спасибо за ответ. Селинджер... а что это за ножницы?! Может - Золинген. Но Золинген это не фирма производитель... Если там просто написано Золинген то это ножницы от набора для машинок. На хороших ножницах должна быть надпись - фирмы производителя: Ягуар, Кедаке, Тондео, Дово, Про-Лайн, Кипа(Италия), Геркулес, Баслер, Матсузаки, Кашо, Джовелл, Каи, и т. д. Прошу прощения, это мое отступление от темы, можете не обращать на него внимание.
-
Валерий Анатольевич, здравствуйте! http://parikmaher.net.ru/index.php?showtop...ost&p=25809 Первые фото с филировочными ножницами ( я их называю - дырошлепы) покрыты никелем желтым. Я помнится их делал и не раз. Проблема в том, что их делать нет смысла. Они после заточки начинают ржаветь так как снимается этот самый никель. Они даже слипаются из-за этого... РК так же ржавеет. Хотя они и могут стричь но структура волоса будет после этого не очень. Так что не партесь с ними. Как для опыта по заточке то можно потренироваться с ними. 3,4,5,6 фото - нормальные ножницы. Фелера с плоской лыской на суставе, как я понял Вы их притерли на плоском притире. Это проблемный метод притирки для ножниц. Много металла снимается особенно с кончиков. На полотне с зубчиками этот метод особенно проблематичен, искажается геометрия полотна. Уменьшается так же окно между полотен. Они могут цеплять и тянуть волос на кончиках. Прямые полотна тоже как видно из фото притерты на плоском притире, или на шкурке абразивной. Сначало с крупным зерном, потом с мелким. Видны остаточные риски. Это из-за резкого перехода с крупной на мелкую шкурку. Притирка задней поверхности затронула середину и кончики, а тем более даже перешла на линию обушка возле кончиков. Слишком агрессивная притирка! Металл надо беречь. Еще бы показали переднюю поверхность, интересно ведь))) Но все равно, спасибо, что разместили фото.
-
Сергей, привет! Работа супер!!! Молодец!!!
-
http://parikmaher.net.ru/index.php?act=att...ost&id=2093 Это у Вас могилевские ножницы?
-
svetanok, это не так. И в окантовочной простой, и в стационарной есть тонкий окантовочный нож. Смысл тут такой: для чего, для такой простой операции, как окантовка, гонять дорогую машинку?! Поэтому, желательно иметь две машинки: простую и серьезную. К тому же, у машинок со съемными ножами, выбор номеров ножей гараздо больше чем в простой машинке. Серьёзная машинка более универсальна так как к ней можно любой съемный нож достать: от 5 до 0,2 мм, т.е. - окантовочный. В обычной машинке с несъемными ножами там толщина кончиков 1 или 0,5 мм. Но ей удобней делать окантовку. Хотя сейчас выбор простых машинок большой (я имею в виду с несъемными ножами) и толщина ножа на кончиках у них доходит до 0,2 мм. Можно иметь две машинки разных моделей для удобства. Простая, хорошая, качественная вибрационная (Остер, Мозер) или эксцентриковая (Филипс) и роторная (Остер, Трайв, Мозер, Андис).
-
Tihiy, спасибо за ссылку! Но это был не мой пост. Чем отличаются черный от светлого малого ножа на Остер я уже поведал! Если по подробнее то есть обычная термообработка стали: достали нож из печи при температуре 850 градусов и в воду, или в масло, или на воздухе закалка идет. Он приобретает высокую твердость и износостойкость. Но а если его после охлаждения в воде, масле или на воздухе еще опустить в холодную среду например, углекислота в ацетоне (там -80 градусов цельсия) то нож после этого становится еще тверже. Это называется продолжением закалки в холодной среде. После его отпускают при температуре 160-200 градусов чтобы снять внутренние напряжения в структуре стали. Ножи светлые на вид (у них металлический блеск) в холодной среде дополнительно не закаливают и они немного мягче чем черные Остер. Вот в этом и есть разница. Лучше, хуже это вопрос спорный. Сейчас качество ножей такое гомняное, что не поймешь какой из них покрайней мере - нормальный. Мне нравится ножи Трайв, Остер светлый. Для меня они все хороши, так как я могу их покрыть карбидами тугоплавких металлов. Я вам дал подсказку на счет дырки в корпусе, можете воспользоваться или нет. Помешать работе она не сможет. Лучше поменять корпус или крышку. Ножи менять лучше при выключенной машинке. На Остер 616 положение ножей всегда одинаковое при съеме или надевании. Если это делать при включенной машинке то можно побить пластмассовый поводок.
-
Tihiy, здравствуйте! не чёрные ножи к Остеру (здесь упоминалось, что брать нужно именно чёрные) это очень плохо? Где упоминалось? ссылочку пожалуйста размещайте Именно черный малый нож, только на Мозер 1400, он более жесткий, и будет лучше работать чем светлый, и тонкий (из нержавейки). А вот на ножах Остер черный малый нож сделает сильную выработку на большом ноже уже за пол-года работы. Когда его будут затачивать то придеться снять чють больше металла, чем например с ножей Трайв, там такой выработки от малого ножа нет. Почему? Малый нож от Остер подвергается еще холодной закалке, т.е., его твердость таким образом повышают на 2-3 единицы по сравнению с большим ножем. Из-за этой разницы в твердости и происходит повышенная выработка на большом ноже Остер. Все что Вы описали про машинки: почему тише или громче с ножами - разные машинки и наоборот; шнуры провода разные - по разному работаете и крутите их во время стрижки; Дырка в корпусе не страшна, но я думаю, что Вы её скотчем заклеили. Красные следы от ножа - известное дело, обычно у детей такие следы появляются от ножей или малый нож выставлен неправильно. Зазор должен быть 0,5 мм. Кончики малого ножа должны быть ниже на 0,5 мм кончиков большого ножа. В принципе Вы сами сможете выставить нож. Хорошо закрутите винты на ноже, чтобы он не сместилися из-за частых надеваний на машинку.
-
Вот эти фото, что не влезли на другом форуме. В накожницах которые на фото видно что на своем производстве они начали делать радиусную выборку (технологическая канавка) у основания полотен. Я это уже давно разработал и использую. Они это увидели на инструменте с моей заточкой и стали использовать мой метод с такой радиусной выборкой для облегчения доводки передней поверхности полотен накожниц. Но заточка и доводка у них хромает... Скорей всего используют абразивную тонкую шкурку на стекле, так как видны закругления по всем внешним граням передней поверхности, в том числе и РК. Но радует, что продвигаются вперед по заточке накожниц. Да они и раньше неплохо её делали, только сейчас я вижу изменили подход к этому конструктивно.







-
У нас тоже мастера парикмахеры собирают ножницы на память, боятся отдавать их на заточку.
-
Т.е.... она работала ножницами без дезинфекции?! Раз так, тогда дефект производства... структура была нарушена еще там.
-
Бывает, что раковины на поверхности поддержки есть. Проблемная вещь. Если на РК не выходит то еще можно ножницы сделать. Ну а если на самой РК и раковина маленькая то можно занизить линию РК. Совсем плохо когда их много и разбросаны по всей поверхности поддержки. Занизив линию Рк выходишь на новую раковину в другом месте... Только выбросить останеться. Как сказал Сергей Борисович, в них уже нарушена структура металла. Это все из-за пофигизма парикмахеров, оставляют инструмент надолго в дезрастворе...
-
Красавцы!!! Даже сталь какая указали, класс! 440С это 95Х18 или 110Х18. Твердость 58...60 HRC. Хотя содержание углерода в стали 95Х18 колеблется от 0,95 до 1,20%. Что-то я смотрю у них, у производителей одинаковые форма ножниц, только разные названия... Что Кашо, что Джовелл, и вот эти еще похожие на них.
-
Привет, всем! Валера, спасибо за отзыв! Бывает даже наоборот, что заточка не очень, а мастер парикмахер выкручивается и делает свою работу на ура. Он просто больше не придет на повторную заточку если понимает, что лучше уже не сделают и будет искать нового заточника. Или купит новые ножницы. На счет вариантов: подешевле или подороже, то действительно, при покупке, ножницы выбирают подешевле. Это хорошо для начинающих парикмахеров. Ведь они могут испортить инструмент и это для них будет трагедия... А если еще и заточник их запорит то вообще катастрофа... Мастер-парикмахер уже не сможет добиться ощутимых результатов без должного инструментария, это факт! Он уже будет выбирать между хорошим и хорошим))) Например, по форме ножниц, удобно ли держать их в руке, позволят ли они выполнить такую работу: технику, метод, способ, прием и т. д. Теперь постараюсь ответить на вопросы Валеры. Подбор не может быть частью или задней частью поддержки так как поддержка не включает его в себя. Задняя поверхность (внутренняя поверхность ножниц) не может быть сферой, она может быть частью круга, ограниченная некоторой дугой от линии обушка до линии РК. Длинна дуги меняется от пятки до кончика))) Подбор это часть задней вогнутой поверхности полотна ножниц. Он может быть в виде плоской или вогнутой поверхности. С помощью подбора можно уменьшить ширину поддержки по всей её длинне или частично, выборочно, тем самым не трогая всю заднюю поверхность для уменьшения ширины поддержки. Выполняя такую операцию подбора поддержки можно сохранить профиль образующей линию РК от кончика до пятки относительно плоскости резания. Говоря простым языком можно оставить полотно так как есть, не дать ему выгнуться и самое главное - сохранить его жесткость. Поверхность поддержки по виду может быть: плоской или выпуклой. До сих пор я её делал плоской. Я заметил, уже давно, что в японских ножницах она имеет вид выпуклой поверхности. Постараюсь подробнее рассказать об этом ))) В результате пересечения двух поверхностей: задней вогнутой и поддержки мы получаем линию поддержки (границу) двух смежных участков общей задней поверхности. Вот эту линию я делаю выпуклой или скругленной по всей её длинне, а также захватываю поверхность поддержки по всей её длинне и высоте и вот это скругление подвожу к режущей кромке. Очень важно не завалить режущюю кромку иначе пропадет момент резания. Основное скругление идет на линию поддержки. Почему сейчас я различаю линию поддержки и поверхность поддержки? Потому что подошел такой момент, Валера мне задал вопрос о подборе. Так вот, линия (граница) поддержки образуется от пересечения двух смежных участков: задней поверхности (подбора) и поверхности поддержки. Поверхность поддержки находиться между линией РК и линией поддержки. Соверщенно верно. Это должен быть отрезок прямой от кончика до пятки. в некоторых случаях это приемлемо: если это позволяет оборудование и есть время для творчества. В этом случае делать как у фелеров. Почему? Правило таковое: линия режущей кромки при выходе её на буртик не должна быть ломанной линией. Т.е., состоять из двух отрезков прямых не лежащих на одной прямой и расположенных так, что конец первого отрезка (кончик ножниц -буртик) служит началом второго отрезка (буртик-пятка). Она должна быть продолжением прямой линии РК до пятки. Сделав как у фелеров мы выровняем ломанную линию в прямую от кончика до пятки и тем самым устараним точку стыка на буртике. Мы избавимся от провала в ходе ножниц возле винтика (винтовой пары). Это можно сделать иначе, но это уже тонкости дела. С уважением, Сергей
-
Сергей Борисович, Саша, спасибо! Я сегодня узнал, что прежнюю заточку на этих Кашо сделал молдованин. Он ездит на машине и делает на месте заточку. Он уже был в Киеве, Донецке, Днепропетровске и др., городах. После его работы передний угол завален на 5 градусов, задний угол в плюсе на 2 градуса. Линия поддержки со следами переходов, видно пытался словить угол на станке когда её делал. Кончики не заполированные остались но припасовал хорошо их. По передней поверхности конвекс (наличник) остались мелкие риски от абразива.
-
Вот фото Кашо, КМЛ, 5,3 S. На линии поддержки видно прежнюю заточку на каком-то станке и мою (светлая полоса ЛП) после выглаживания. Я постарался её как можно лучше показать. Подбор не делал так как прежняя заточка его заменила. Ножницы на кончиках туго ходили, а возле основания винтовой пары был провал в ходе. Такой себе резкий переход в плавности смыкания полотен. Оказалось, что пружина не выполняла своей функции. Она не амортизировала осевое перемещение сопряженных полотен на пластмассовом кольце и подшипнике при их смыкании. Хитрая штука и довольно умно сделали японские технологи. Получается, что ножницы самостоятельно настраиваются на мягкий и плавный ход в независимости от искажений профиля обоих полотен. Таким образом, износ по задней поверхности РК будет равномерным по всей длинне. Здорово! Чистота поверхности получилась такой высокой и гляцевой, что я даже рисочек не мог разглядеть на ней. Делал это вручную, не на станке. Пальцы от непривычки болят. Давно этим не занимался.
















-
Вот еще нашел, Ст. м. Дорогожичи, Магазин Хитек, ул, Олены Телиги, 55, тел.: 8 (044) 502 42 96.
-
Вот так... не успел как следует сфотографировать Кашо КМЛ 5,5. Прямо из рук забрали и батарейки в аппарате сели Только один снимок получился. Я на них третий способ(из четырех) применил для формирования выпуклой ЛП. Результат впечатляет. Поверхность лучше чем заводская работа. Правда ЛП шире получилась, без подбора: 0,4- 1,0 мм. Тут же еще одни ножницы на правку принесли: Кашо, КМЛ 5,3. Посмотрел на них, а их уже кто-то правил до меня... Работа скажем на уровне, только есть отличия от оригинальной формы геометрии РК и ЛП. Передний угол на обоих полотнах отличается друг от друга, хотя сразу на взгляд не скажешь этого. По форме передняя поверхность ближе к полуконвекс так как занизили на две, три десятки линию РК по всей длинне. Кончики ножниц припасованы хорошо, но чистота их поверхности осталась низкой для такого класса ножниц, могут царапать кожу... Ход ножниц не такой плавный...нет маслянности))) Бум исправлять)))

-
Мне сегодня клиентка привезла ножницы Пролайн, сразу после покупки в магазине. Фелеровочные ножницы 5,5 дюйма. Нашел в них много недоделок... Зубчики не затылованы по задней поверхности, поверхность заточки переднего угла неравномерная на обоих полотнах. Проверил зазор (профиль) на полотнах, так на полотне с зубьями не очень хорошо было сделано, а на прямом нормальный зазор. Только их кто-то до продажи умудрился ударить о кончик и осталась замятина после этого. На глаз не заметно. Всё клиентке показал и рассказал о недостатках... За час работы исправил их и еще новые прибамбехи сделал. Линию поддержки сделал выпуклой, как на зубчиках, так и на прямом полотне. Собрал их... Это было, что то! Ход - масло! Зубчики не чювствуются, словно их там нет. Заточка по качеству не хуже ножниц за 500 и более доляров) Единственное это сталь. Я думаю, что правильная геометрия РК будет их держать более менее.
-
На первом фото видно, как заточнег сточил, а вернее - содрал РК и линию поддержки! Он видно не знал, что там толщина РК тонкая и приложился на точиле... как для заточки портновских ножниц. На втором фото видно по задней поверхности сорвана РК, что означает: парикмахер пыталась ими работать и под нагрузкой срезая прядь волос, срезала и тонкую, слабую РК. Режущие кромки были очень тонкие и они просто врезались друг в друга без линии поддержки. Сергей Борисович, молодец! Как новые стали! Клиентка теперь от счастья на седьмом небе)))